پرس دقیق سرعت بالا از نوع بند انگشتی MARX-40T

پارامترهای فنی اصلی:
| مدل | مارکس-40تی | ||||
| ظرفیت | KN | ۴۰۰ | |||
| طول ضربه | MM | 16 | 20 | 25 | 30 |
| حداکثر SPM | اس پی ام | ۱۰۰۰ | ۹۰۰ | ۸۵۰ | ۸۰۰ |
| حداقل SPM | اس پی ام | ۱۸۰ | ۱۸۰ | ۱۸۰ | ۱۸۰ |
| ارتفاع قالب | MM | ۱۹۰-۲۴۰ | |||
| تنظیم ارتفاع قالب | MM | 50 | |||
| ناحیه اسلایدر | MM | ۷۵۰x۳۴۰ | |||
| منطقه تقویت کننده | MM | ۷۵۰x۵۰۰ | |||
| دهانه تخت | MM | ۵۶۰x۱۲۰ | |||
| دهانه تقویت کننده | MM | ۵۰۰x۱۰۰ | |||
| موتور اصلی | KW | ۱۵x۴P | |||
| دقت | JIS/JIS درجه ویژه | ||||
| وزن قالب بالایی | KG | حداکثر ۱۰۵/۱۰۵ | |||
| وزن کل | تن | 8 | |||
ویژگیهای اصلی:
1. پرس نوع بند انگشتی ویژگیهای مکانیسم خود را به حداکثر میرساند. این دستگاه دارای ویژگیهای استحکام بالا، دقت بالا و تعادل حرارتی خوب است.
2. مجهز به تعادل کامل، جابجایی ارتفاع قالب را به دلیل تغییر سرعت مهر زنی کاهش میدهد و جابجایی نقطه مرده پایین مهر زنی اول و مهر زنی دوم را کاهش میدهد.
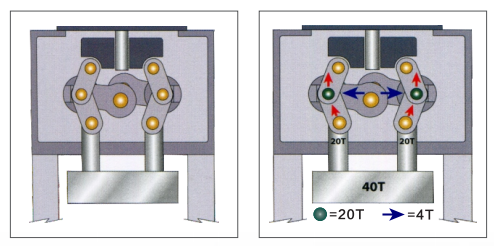
۳. مکانیزم تعادل اتخاذ شده برای متعادل کردن نیروی هر طرف، ساختار آن دارای یاتاقان سوزنی هشت ضلعی است که ظرفیت بار خارج از مرکز کشویی را بهبود میبخشد.
۴. ترمز کلاچ جدید بدون لقی با عمر طولانی و صدای کم، کار پرس بیصداتری را فراهم میکند. اندازهی افزاینده ۱۱۰۰ میلیمتر (۶۰ تناژ) و ۱۵۰۰ میلیمتر (۸۰ تناژ) است که در بین تمام محصولات ما، بیشترین عرض را برای تناژ آنها دارد.
5. با عملکرد تنظیم ارتفاع قالب سروو و با عملکرد حافظه ارتفاع قالب، زمان تعویض قالب را کاهش داده و راندمان تولید را بهبود میبخشد.

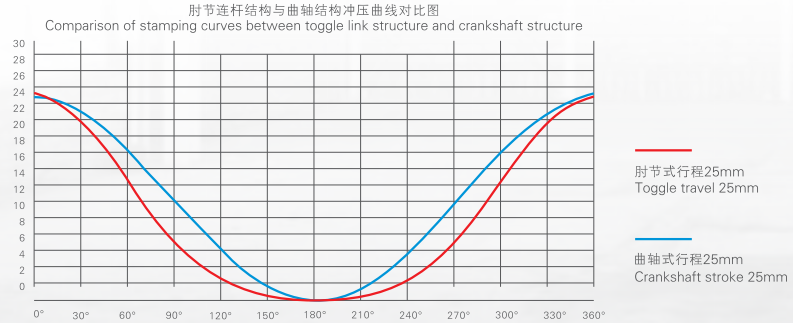
اثر مهر زنی کامل:
طراحی اتصال ضامن متقارن افقی، حرکت روان اسلایدر در نزدیکی نقطه مرگ پایین را تضمین میکند و به نتیجهای بینقص در مهرزنی دست مییابد که الزامات مهرزنی قاب سربی و سایر محصولات را برآورده میکند. در همین حال، حالت حرکت اسلایدر، ضربه به قالب را در زمان مهرزنی پرسرعت کاهش میدهد و عمر قالب را طولانیتر میکند.زندگی.
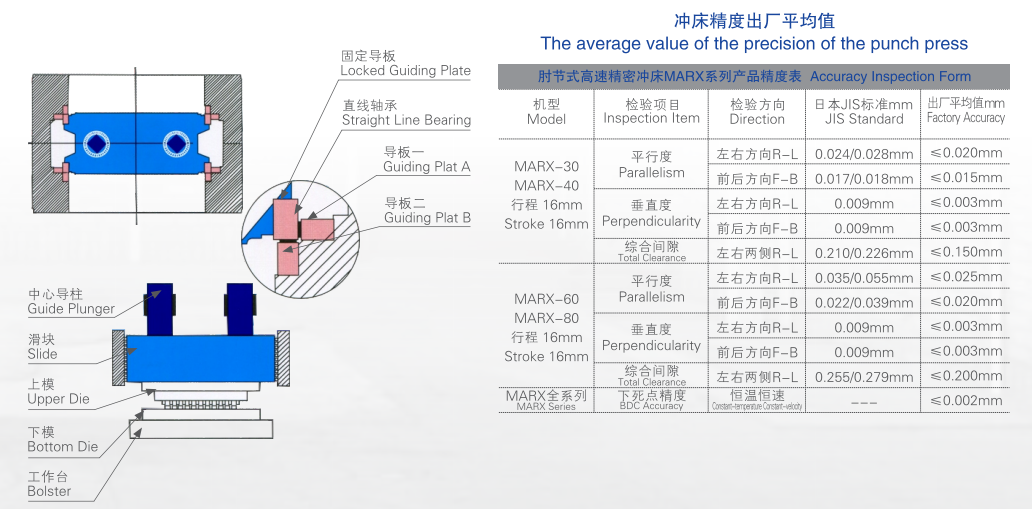
دقت فوقالعاده بالای MRAX، استحکام خوب و دقت بالا:
این لغزنده توسط یک راهنمای متشکل از پیستونهای دوتایی و غلتک تخت هشتوجهی هدایت میشود که تقریباً هیچ لقی در آن وجود ندارد. این لغزنده دارای استحکام خوب، قابلیت مقاومت در برابر بارگذاری شیبدار بالا و دقت پرس پانچ بالا است. خاصیت مقاومت در برابر ضربه و سایش بالای این لغزنده
پرس دقیق با سرعت بالا از نوع بند انگشتی
مواد راهنما، پایداری طولانی مدت دقت دستگاه پرس را تضمین کرده و فواصل تعمیر قالب را طولانیتر میکنند.
نمودار ساختار
محصولات مطبوعاتی
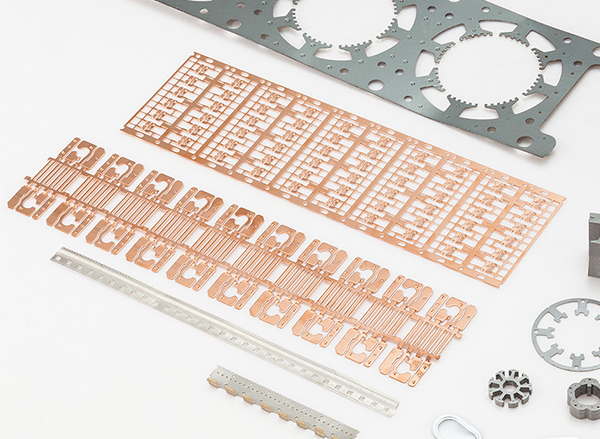
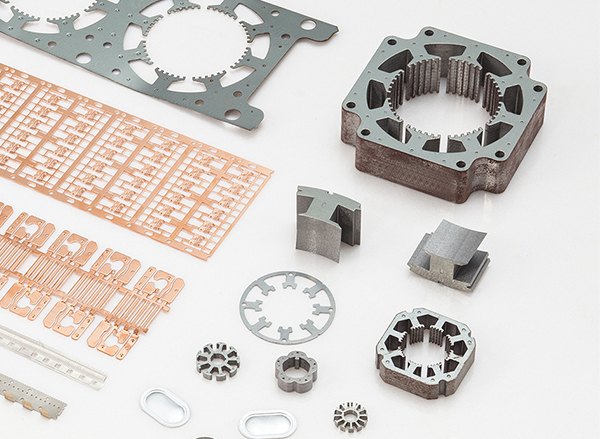
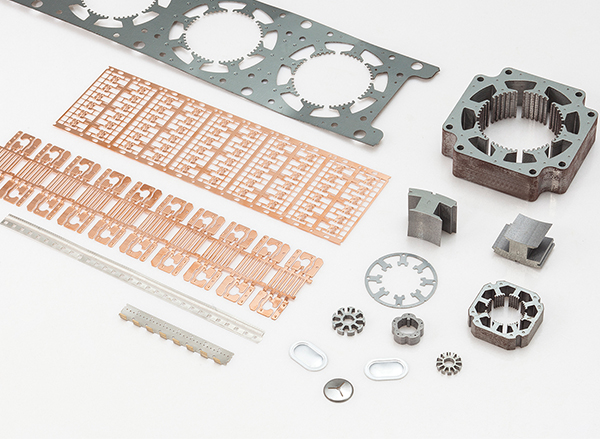
قاب سربی
قالب داخل بستهبندی معمولاً به قاب سربی چسبانده میشود و سپس سیمهای اتصال، پدهای قالب را به سربها متصل میکنند. در آخرین مرحله از فرآیند تولید، قاب سربی در یک محفظه پلاستیکی قالبگیری میشود و قسمت بیرونی قاب سربی بریده میشود و تمام سربها از هم جدا میشوند.
قابهای سربی با برداشتن مواد از یک صفحه مسطح مس یا آلیاژ مس ساخته میشوند. دو فرآیند مورد استفاده برای این کار عبارتند از حکاکی (مناسب برای چگالی بالای سرب) یا مهر زدن (مناسب برای چگالی کم سرب). مهر زدن (مشت زدن یا پرس کردن) موثرترین، دقیقترین و پیشرفتهترین روش برای تولید قاب سربی در حال حاضر است.
دلیل اصلی آسیب به کشاورزی ناشی از پرس پرس پرسرعت 60 تنی نوع بند انگشتی، فقدان وسایل و امکانات حفاظتی لازم و فقدان حفاظت مؤثر از نیروی کار در برابر رویههای کاری خطرناک است. علت فنی حادثه آسیبزای پرس پانچ، عدم تعادل بین عمل اپراتور و عملکرد ابزار ماشین است.
دسته بندی محصولات
-

دستگاه پانچ پرسرعت MARX-220W از نوع بند انگشتی
-
دستگاه پانچ پرسرعت MARX-260T از نوع بند انگشتی
-
دستگاه پانچ پرسرعت MARX-260W از نوع بند انگشتی
-

پرس دقیق سرعت بالا از نوع بند انگشتی MARX-60T
-

دستگاه پانچ پرسرعت MARX-80T-W از نوع بند انگشتی
-
دستگاه پانچ پرسرعت MARX-150T-W از نوع بند انگشتی